
大麦、トウモロコシなどの穀物を原料とする蒸留酒、ウイスキーは
十六世紀頃スコットランド、アイルランドで始まり、アメリカ大陸に渡った。
日本ではドラマ「まっさん」のモデルになった竹鶴政孝が嚆矢である。
西洋と異なる日本の風土でいかにウイスキーをつくるか、長年試行錯誤が行われ
二十一世紀に入ってそれがジャパニーズウイスキーの個性として評価されるようになった。
そんな中、個人で起業した肥土伊知郎氏が生まれ故郷の埼玉県秩父市でつくるウイスキー「イチローズモルト」が
世界的な賞を次々と受賞。クラフトウイスキーという新潮流を日本につくり出した。

肥土伊知郎(あくと いちろう)
1965年埼玉県秩父市生まれ。家は江戸時代から酒造りを行う。東京農業大学で醸造学を専攻したが、家業を継ぐ意思はなく、サントリーに入社。29歳で父の要請により退職し造り酒屋を手伝うも、 2000年に経営破綻。2004年同社売却後、ウイスキー原酒を自身で買い戻し、同年ベンチャーウイスキー社を設立。2005年「イチローズモルト」販売開始。2006年、英『ウイスキーマガジン』 ジャパニーズモルト特集でゴールドメダルを受賞。2008年自社蒸留を開始し、2017年「ワールド・ウイスキー・アワード」シングルカスクシングルモルト部門で世界最高賞を受賞など、世界的評価を得ている。
世界に名を轟かせる「イチローズモルト」の名の由来である、ベンチャーウイスキー社長の肥土伊知郎氏。
先祖代々秩父で酒造を営んでいた家に生まれた彼が、ウイスキーに目覚めたのは三十歳頃。
父の求めで大手酒造会社を辞め実家の酒造会社に入った頃に飲んだ、自社の原酒がきっかけだった。
「飲みにくいから売れない」と言われていたウイスキーを原酒で飲んでみたら、個性的でおいしいと思ったんです。本格的なバーのマスターの評価を聞いてみようと、あちこち訪ねていくと、 「いいね、どこで売ってるの?」という反応でした。そうしたバーには何百ものウイスキーがあり、全部同じようなつくりのはずなのに、どれも個性的で、全部違っていて面白い。そこからウイスキーにハマった、という感じです。
会社は経営難で、結局よそに譲渡しました。新しいオーナーさんはウイスキーをやらないから原酒は廃棄すると言いましたが、絶対世に出すべきものだから自分が引き取って売ろう、 と。起業にあたっては金融機関などで「ワインならわかるけど」と言われました。確かに当時ウイスキーは低迷していた。でもバーでは老若男女が目を輝かせてウイスキーを飲み比べていましたし、 シングルモルトやプレミアムウイスキーといった高価格帯のウイスキーの数字は伸びていた。日本では水割りにして簡単に酔うために飲む酒とされていましたが、蒸溜所ごとの違いを楽しむ、まさにワインのような飲み方ができるカテゴリーがある。 このカテゴリーはこれから日本でも伸びる、と話をしていると楽しくなって熱意をもって話すじゃないですか。それで相手も気持ちが変わったようですね。
 秩父市の山麓にある秩父蒸溜所。父の会社は羽生にあったが、祖父の以前は代々秩父で酒を造っていた。
秩父市の山麓にある秩父蒸溜所。父の会社は羽生にあったが、祖父の以前は代々秩父で酒を造っていた。 入り口に置かれている蒸留器は、父の会社で使用されていたもの。
入り口に置かれている蒸留器は、父の会社で使用されていたもの。
初期の「イチローズモルト」の原酒はこの蒸留器から生まれた。

秩父第一蒸溜所に設置されているスコットランド製の単式蒸留器
(ポットスチル)。
モルトウイスキーの工場では単式蒸留器を
2台並べて2回蒸留するのが一般的だ。
秩父の大麦畑。ベンチャーウイスキーでは主に
イングランド、スコットランド、ドイツの大麦を
使用しているが、秩父産を使ったウイスキーづくりにも挑戦している。
熟成による経年変化を紹介するためのサンプル。
蒸留が終わった段階では
写真左端の透明な液体だが、
木の樽で熟成することにより琥珀色になる。
ウイスキーの種類
蒸留とは、液体をいったん蒸気に変え、それを冷やして純度の高い液体をつくる方法だ。醸造酒を蒸留してつくる酒には焼酎、ブランデー、ウイスキー、ウォッカなどがあり、いずれもアルコール度数は高めである。
穀物を原料とするウイスキーには、大きく分けてモルトウイスキーとグレーンウイスキーがある。前者は麦芽を原料とし、単式蒸留器でつくる。後者はトウモロコシや小麦などを原料とし、連続式蒸溜機でつくる。
単一の蒸留所でつくったモルトウイスキーのみでつくられた製品を「シングルモルト」という。普通は複数の樽の原酒でブレンドし、調整してシングルモルトをつくるが、1樽の原酒だけを瓶詰したものもある。
それを「シングルカスク」と呼び、飲む人はその樽ならではの個性を楽しむ。
スコットランドのスコッチウイスキー、アメリカのバーボンウイスキーは現地の法律で原料や製法が規定され、条件を満たした製品だけが名乗ることを許される。
肥土伊知郎氏の思いに共感し、原酒を預かってくれた笹の川酒造(福島)の協力のもと、
2005年イチローズモルトの販売をスタート。以来、毎日3軒以上、2年間でのべ2000軒の
バーを回ったことが新たな縁を招き寄せ、次の夢への扉が大きく開かれた。
ウイスキーに造詣の深い、大手酒造メーカーの取締役の方とバーでお会いする機会がありました。ウイスキー談義の中で「うちの蒸留所は2000年を最後に稼働していない。自己資金を投じてでも再開させたい気持ちはあるが、 私の立場ではインサイダーになる。誰かが稼働させ、つくった原酒を買い上げてくれるなら可能だが」ということをおっしゃった。「それならうちが買います。 ただ自分は蒸留所を立ち上げたいと思っているので研修させてください」とお願いしたところ、それが実現したんです。
父の会社でもウイスキーの蒸留をやっていましたが、ゼロからやるには別の視点が必要でした。清掃や廃棄物処理など知っておかなくてはいけない。竹鶴政孝さんはノートとペンでウイスキーの秘密を日本に持ち帰ったといわれますが、 私はそれにデジカメを加え、詳細な情報を収集して蒸留所づくりに活かしました。
2007年にもスコットランドの個人オーナーの蒸留所で研修を受け、それと並行して蒸留所設立の準備を進めました。日本でウイスキー蒸留所の免許を申請した人は1973年以来、私がはじめて。35年ぶりですから、担当の税務官も直近の例がなくて大変だったようです。
 夏季、蒸留所を休業し、設備のメンテナンスを行う。高温多湿な日本では念入りに清掃しないと黴が発生しやすい。
夏季、蒸留所を休業し、設備のメンテナンスを行う。高温多湿な日本では念入りに清掃しないと黴が発生しやすい。 発酵に用いるミズナラの木桶。木に棲みつく乳酸菌は酒の個性となる。乾燥を防ぐために休業中は水を張り、2~3日ごとに交換する。
発酵に用いるミズナラの木桶。木に棲みつく乳酸菌は酒の個性となる。乾燥を防ぐために休業中は水を張り、2~3日ごとに交換する。

ベンチャーウイスキーでは麦芽の糖分をなるべく多く
取り出すために温水を3回加える。
3回目にできる麦汁は
次の1回目に使う。糖を出し切った麦芽は牛の餌に。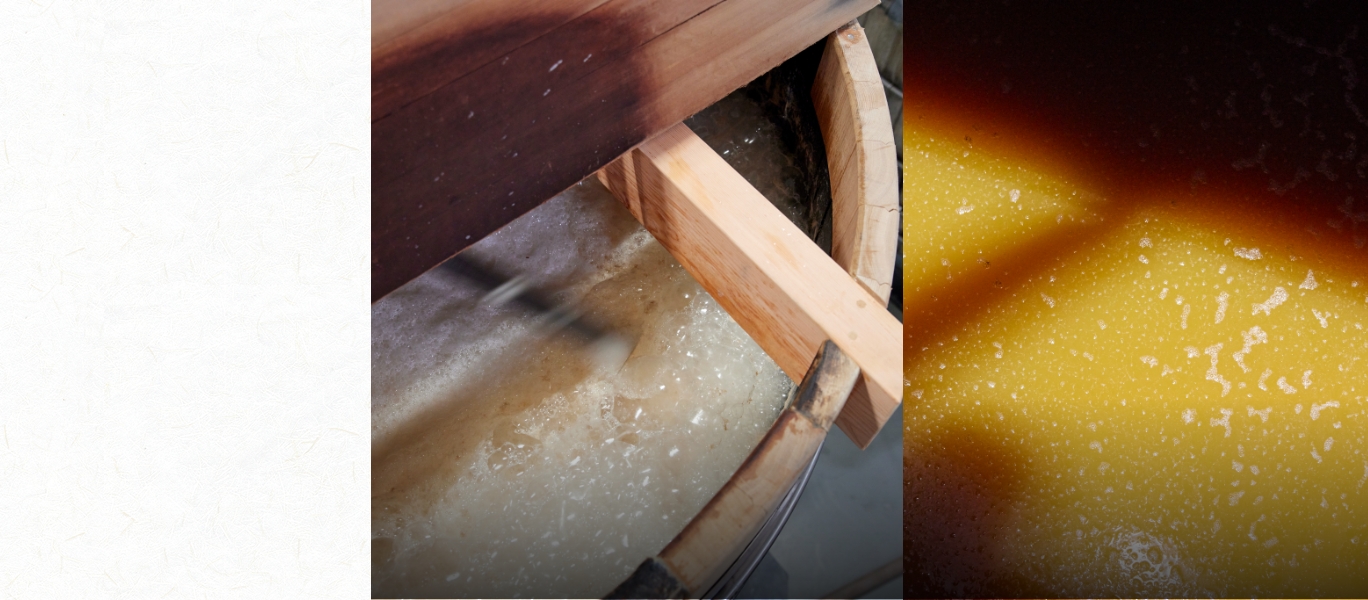
約20℃に冷却した麦汁に酵母を入れると、
はじめはアルコール発酵がさかんだが(写真左)
酵母が糖分を食べ尽くすと酵母は死んで、乳酸菌による発酵が進む。
発酵槽に棲みついている乳酸菌により、
フルーティーな香りがつくられる。
第一蒸溜所で使用される発酵槽は、世界的にも珍しいミズナラ材を用いている。
ベンチャーウイスキーではダンネージ式と呼ばれる
伝統的な土の床の倉庫に貯蔵している。
土の床の倉庫は湿度が高くなるのが熟成に良い影響を与えるとされる。
モルトウイスキーの製造工程
モルトウイスキーのモルトとは大麦の麦芽を意味する。ウイスキーづくりは本来、大麦を発芽させ、乾燥させること(製麦)に始まるが、現在多くの蒸留所はモルトづくりを専門とする業者から購入したものを使用している。
蒸留所ではモルトを粉砕し、糖化槽に入れて温水と混ぜ、糖分たっぷりの麦汁をつくる(仕込み)。ビールの仕込みに似ているが、ビールでは大麦の他に香りづけのホップも使用する。
麦汁を冷却して別の木桶に移し酵母を加えると、酵母が麦汁の糖分を食べてアルコールと炭酸ガスを生成する(発酵)。4~5日でアルコール濃度約7%のもろみができる。これを蒸留器で加熱し、
沸点の違いを利用してアルコールや香気成分を取り出す(蒸留)。蒸留は1度では不要な成分が残るため、2つの釜を使って2回行われる。
蒸留を終えたばかりではアルコール濃度が約70%あり、加水して熟成に適した63%程度に下げてから樽に詰め、貯蔵する(熟成)。熟成の期間はまちまちで、短くても3年以上である。
製品にする際は、シングルカスク以外では、ブレンダー(ブレンドの担当者)が選んだ複数の樽の酒を瓶に詰める。
肥土氏が蒸留した原酒を使うようになったイチローズモルトは、
次々と世界的な賞を獲得し、世界のウイスキー愛好家に熱狂的に愛されるようになった。
この輝かしい成功について、肥土伊知郎氏は「先輩たちのおかげ」と語る。
ものづくりには「守破離」ってあるじゃないですか。まずは先輩たちや歴史に学び、伝統的なやり方を踏襲するという基本の部分があってはじめて自分の独創性や個性を出す段階がある。 だから徹底的に先輩方が積み上げてきたスコッチウイスキーや、近年評価の高いジャパニーズウイスキーのつくり方を徹底的に勉強していった。それが重要だったんじゃないかなと思いますね。
歴史のある日本の大手メーカーさんは、2000年頃から世界中のコンテストで最高賞を獲るようになっていますよね。日本は後発だからこそ一生懸命いいものをつくろうと学んでこられた。我々はそういった先輩たちに学びながら良いものを作っていきたいと考えています。
小さい会社で自分が思ったことをすぐに実行できるのはメリットかなと思いますけれど、ウイスキーづくりは企業の大小ではないような気がします。結局のところ、つくり手がどれだけ熱意を持ってつくっているか。それで品質が決まります。
 第一蒸留所の一日の生産量は純アルコール換算で140ℓほど。2019年に第二蒸留所ができ生産量は5倍になったが、入手困難の状態が続く。
第一蒸留所の一日の生産量は純アルコール換算で140ℓほど。2019年に第二蒸留所ができ生産量は5倍になったが、入手困難の状態が続く。 第一蒸留所では蒸留器の前で発送作業も。設備の規模は大手メーカーとは比べものにならないが、その分、社内の風通しは良い。
第一蒸留所では蒸留器の前で発送作業も。設備の規模は大手メーカーとは比べものにならないが、その分、社内の風通しは良い。

廃棄処分とされた原酒を
きっかけに始まった
肥土伊知郎のウイスキーづくり。
ウイスキーを愛するゆえに、
夢に向かって真直ぐな彼の姿勢と、
日本に百年以上受け継がれてきた
ウイスキーへの情熱は
豊かな香味となって
世界の人々を酔わせている。
(後編へ続く)


